Зона упаковки — финальное звено перед отгрузкой, и на складах e-commerce она съедает 25–40% общего времени обработки заказа. Оператор формирует коробку, кладёт товар, заполняет пустоты наполнителем, заклеивает скотчем, наклеивает этикетку, взвешивает и ставит на отгрузку. Каждое лишнее движение — 3–8 секунд, которые на 500 заказах в день превращаются в 25–67 потерянных минут. За месяц одно неорганизованное рабочее место теряет 8–22 часа чистого времени.
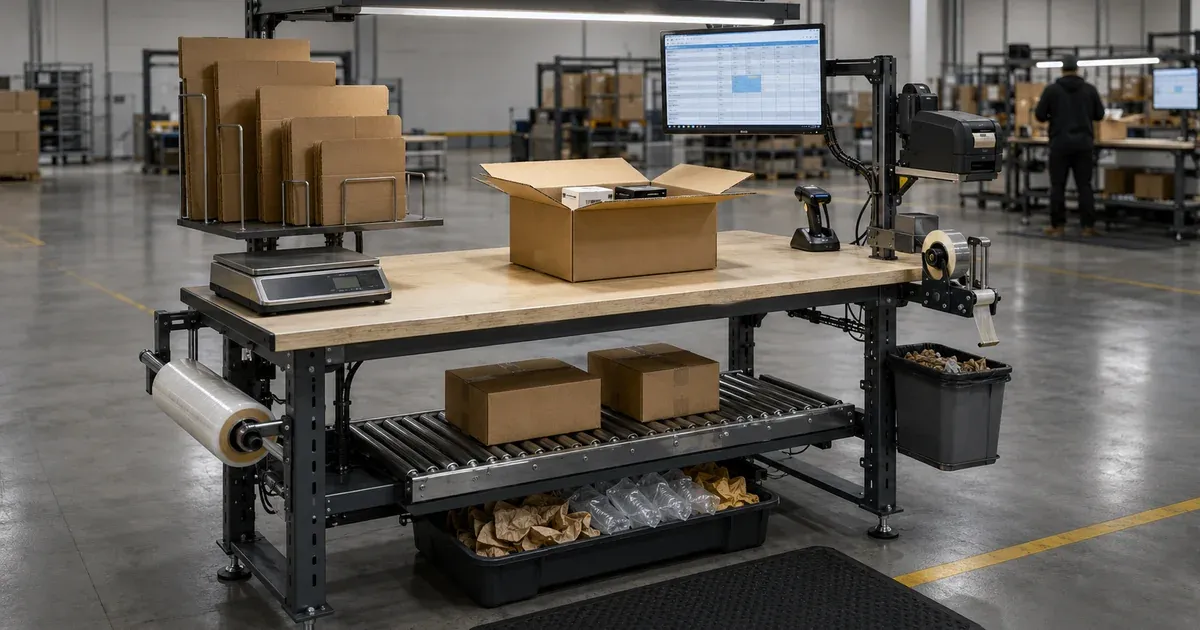
Упаковочный верстак — рабочее место, спроектированное под эту цепочку операций. Он отличается от обычного стола не прочностью (нагрузки здесь небольшие), а компоновкой: каждый аксессуар расположен так, чтобы оператор не тянулся, не оборачивался и не ходил за расходниками.
Особенности упаковочного верстака: 4 отличия от обычного стола
Первое отличие — материал столешницы. Ламинированная фанера 18–24 мм или ДСП с износостойким HPL-покрытием: гладкая поверхность не цепляет картон и не царапает товар при скольжении. Стальная столешница здесь не нужна — максимальная нагрузка на упаковочном месте редко превышает 25–30 кг (одна коробка с заказом). Вес самого верстака с фанерной столешницей — 40–55 кг против 80–120 кг со стальной: легче переставить при реорганизации зоны.
Второе — встроенные крепления для аксессуаров. На раме упаковочного верстака предусмотрены посадочные точки для монтажа: VESA-кронштейн для монитора 21–24 дюйма, держатель рулона плёнки (стретч или пузырчатой), планка-рельс для диспенсера скотча, полка на кронштейне для настольных весов, выносной лоток для расходников. На обычном столе всё это стоит на столешнице и занимает 30–40% рабочей площади — на верстаке столешница свободна для работы с коробками.
Третье — нижний ярус для готовых заказов. Нижняя полка или рольганг длиной 600–900 мм на высоте 300–400 мм от пола. Оператор упаковал коробку — сдвинул на нижний ярус, откуда её забирает грузчик или она скатывается по рольгангу в зону отгрузки. Без этого элемента упакованные заказы стоят на столешнице, занимают рабочую поверхность и мешают следующим заказам. На складе с потоком 200+ заказов нижний ярус экономит 5–8 секунд на заказ — за смену это 17–27 минут.
Четвёртое — высота. Упаковка — работа стоя с частыми наклонами к столешнице для укладки товара. По ГОСТ 12.2.033-783 оптимальная высота рабочей поверхности для таких операций — 850–950 мм. Обычные канцелярские столы — 720–750 мм, и оператор наклоняется на каждом заказе на 10–15°. За 8-часовую смену при 200 заказах это 400 наклонов, что приводит к болям в пояснице и снижению темпа на 15–20% к концу смены. Верстаки с регулируемой высотой (диапазон 850–950 мм) решают проблему за 30 секунд — подкручиваете винтовую опору под рост конкретного оператора.
Размеры и эргономика: 3 параметра правильного места
Длина столешницы зависит от размера заказов и количества одновременно обрабатываемых коробок. Для мелких заказов (до 400×300 мм — косметика, аксессуары, электроника) достаточно верстака 1 200×750 мм. Для средних (до 600×400 мм — одежда, обувь, книги) — 1 500×750 мм. Для крупных коробок или мультикоробочных заказов (несколько посылок в одном заказе) — 1 800×750 мм. Верстак 1 500 мм — оптимум для 70% складов e-commerce.
Глубина 750 мм — стандарт по ГОСТ 22269-761. При глубине 600 мм оператор работает в стеснённых условиях: коробка 400 мм плюс весы 250 мм уже не помещаются в линию на столешнице, приходится ставить весы в сторону и поворачиваться. При глубине 800 мм дальний край столешницы выходит из зоны комфортной досягаемости оператора ростом 160–170 см — для укладки товара в дальний угол коробки приходится наклоняться.
Зона досягаемости — ключевой эргономический параметр. По ГОСТ 22269-761 оптимальная зона для частых операций (более 2 раз в минуту) — 400 мм от оси тела оператора. Всё, что оператор берёт чаще 2 раз в минуту — скотч, маркер, сканер штрихкодов — должно находиться в этих 400 мм. Зона вытянутой руки — 600 мм — для редких действий: взять новый рулон плёнки, положить накладную, достать коробку-заготовку. За пределами 600 мм — только то, что берётся 1–2 раза в час (запасные рулоны, упаковка этикеток).
Регулировка высоты особенно важна на складах с ротацией персонала. Если за одним верстаком в разных сменах работают операторы ростом 165 и 185 см, фиксированная высота 900 мм окажется неудобной для обоих. Винтовая регулировка в диапазоне 850–950 мм занимает 20–30 секунд при передаче смены и устраняет проблему. На складах с 3 сменами и средней текучестью 40% в год — это не роскошь, а способ сохранить темп упаковки и здоровье поясницы каждого оператора.
Оптимальное расположение принтера этикеток — на кронштейне справа от оператора (для правшей) на высоте 1 000–1 100 мм. При таком расположении оператор берёт этикетку движением одной руки за 1,5 секунды. Если принтер стоит на столешнице — он занимает 15–20% рабочей площади и мешает укладке крупных коробок. На верстаке 1 500 мм это примерно 250 × 300 мм — достаточно, чтобы коробка формата M не поместилась в линию.
Между двумя упаковочными верстаками оставляйте 1 200–1 500 мм: оператор разворачивается с коробкой 600×400 мм в руках, не задевая соседа локтем. Проход за спиной оператора (для тележки с товаром от пикинга) — не менее 900 мм для ручной тележки, 1 200 мм для гидравлической рохли.
Оснащение: диспенсеры, весы, ПК и 10 элементов комплектации
Минимальный набор для упаковочного верстака — 6 элементов, каждый из которых убирает конкретную задержку:
- Диспенсер скотча на кронштейне (не ручной) — оператор тянет ленту одной рукой, отрезает о край диспенсера. Экономит 3–5 секунд на каждую коробку по сравнению с ручным диспенсером, который нужно взять, отмотать, оторвать, положить обратно
- Держатель рулона стретч-плёнки или воздушно-пузырьковой плёнки — рулон висит на штанге, оператор отматывает нужный кусок и отрезает ножом-резаком, не снимая рулон
- Весы настольные до 30 кг с точностью 5 г — для автоматического расчёта стоимости доставки через WMS. Размещаются на отдельной полке 350×250 мм, не на столешнице
- Принтер этикеток термо или термотрансферный — индивидуальный на каждый верстак; общий принтер в 3–5 метрах добавляет 15–25 секунд хождения на каждый заказ
- Сканер штрихкодов проводной или беспроводной — для подтверждения заказа в WMS перед заклейкой
- LED-светильник 1 200 мм мощностью 18–24 Вт, световой поток 1 800–2 400 лм — чтобы оператор видел маркировку и содержимое коробки без напряжения глаз
Расширенный набор для высокопоточных складов (500+ заказов в смену) добавляет 4 элемента:
- Монитор 21–24 дюйма на VESA-кронштейне — отображение текущего задания WMS: состав заказа, типоразмер коробки, адрес доставки. Экономит 5–8 секунд на сверку бумажного листа
- Полка для коробок-заготовок 3–4 типоразмеров — оператор берёт коробку нужного размера, не отходя от верстака
- Лоток для наполнителя (крафт-бумага, воздушные подушки, пенополиэтилен) — под столешницей или на боковом кронштейне
- Мусорный контейнер 20–30 л на кронштейне — для обрезков плёнки, бракованных этикеток, защитных плёнок с товара; без контейнера мусор копится на столешнице
Каждый элемент убирает конкретную паузу в цикле. Диспенсер на кронштейне вместо ручного — минус 3–5 секунд. Весы на полке вместо общего стола в 2 метрах — минус 8–12 секунд. Принтер на кронштейне вместо общего принтера в 4 метрах — минус 20–30 секунд. На 200 заказов в смену только весы и принтер экономят 56–84 минуты — почти целый час.
Расчёт количества упаковочных мест: формула и 2 примера
Формула: N = (Q × T) / (480 × K), где N — количество верстаков, Q — заказы в смену, T — время упаковки одного заказа в минутах, 480 — минут в 8-часовой смене, K — коэффициент использования (0,80–0,85 с учётом перерывов, ожидания товара от пикинга и переналадки).
Пример 1 — средний склад. Отгрузка 300 заказов в смену, время упаковки — 3 минуты (средний заказ: 2–3 позиции, коробка 400×300 мм). N = (300 × 3) / (480 × 0,85) = 900 / 408 = 2,2 — нужно 3 верстака (округляем вверх).
Пример 2 — фулфилмент-центр. Отгрузка 1 200 заказов в смену, время упаковки — 2,5 минуты (мелкие заказы: 1–2 позиции, стандартная коробка, автоматическая печать этикетки). N = (1 200 × 2,5) / (480 × 0,85) = 3 000 / 408 = 7,35 — нужно 8 верстаков.
Добавляйте 1 резервный верстак на каждые 5 рабочих — для пиковых дней (чёрная пятница, сезонные распродажи) и подмены при поломке оборудования (отказ принтера, весов). В примере 2 это 8 + 2 = 10 верстаков в зоне упаковки. Резервные верстаки в обычные дни используются для обработки возвратов или мультикоробочных заказов.
Производительность: 3 фактора, которые определяют выработку
Первый фактор — расстояние до зоны пикинга и способ подвоза товара. Если собранные заказы приезжают к верстаку на тележке (оператор пикинга привозит партию из 10–15 заказов) или по конвейеру (заказы приезжают автоматически), упаковщик не тратит время на хождение. Разница между «заказ приехал сам» и «оператор ходит за заказом 8–10 метров к стеллажу» — 15–20% производительности. На складе с 300 заказами это 60 дополнительных заказов в смену — или одна сэкономленная ставка.
Второй — стандартизация упаковки товара. Если на складе 3 типоразмера коробок и чёткий алгоритм выбора (товар до 200 г — пакет, до 2 кг — коробка S, до 5 кг — коробка M), оператор тратит на подбор упаковки 3–5 секунд. Если типоразмеров 8 и выбор субъективный — 15–25 секунд плюс 5% ошибок (слишком большая коробка = перерасход наполнителя, слишком маленькая = повреждение товара).
Третий — организация процесса. Один оператор на верстаке выполняет полный цикл: сканирует, подбирает коробку, укладывает, заполняет, заклеивает, маркирует, взвешивает. Альтернатива — конвейерная схема: первый сканирует и подбирает коробку, второй укладывает и заполняет, третий заклеивает и маркирует. Конвейер эффективнее при потоке свыше 80 заказов в час на линию, но требует 3 операторов и 3 рабочих места вместо одного. При потоке до 50 заказов в час один оператор на оснащённом верстаке — оптимальный вариант: нет потерь на координацию, нет простоев от рассинхронизации темпа.
Средняя выработка одного оператора на оснащённом верстаке: 6–8 заказов в час при сложной упаковке (хрупкий товар, наполнитель крафт-бумагой или воздушными подушками, подарочная обёртка) и 12–18 заказов в час при простой (товар в полиэтиленовый пакет, одна этикетка, скотч).
Для повышения производительности сверх этих показателей — рассмотрите автоматизацию отдельных операций: автоматический диспенсер скотча (клеит при нажатии педали, экономит 2 секунды на коробку), автоматический принтер-аппликатор этикеток (печатает и наклеивает за 1 действие, экономит 4–6 секунд), конвейерные весы (коробка проезжает — вес считывается автоматически). Каждый элемент автоматизации стоит 30 000–80 000 ₽, но при потоке 500+ заказов в смену окупается за 3–6 месяцев.
Кейс: фулфилмент-центр — 32% роста выработки за 6 недель
Фулфилмент-оператор в Екатеринбурге обрабатывал 900 заказов в смену на 10 обычных столах. Столы — ЛДСП 1 200×600 мм, высота 750 мм, без какого-либо оснащения. Скотч, плёнка, маркеры лежали на столешнице. Весы — 1 штука на 3 оператора, стоят в 4 метрах от ближайшего стола. Принтер этикеток — 1 на 5 операторов.
Проблема: при росте заказов до 1 100 в смену склад не справлялся. Нанимать дополнительных операторов — нет свободных рабочих мест и физического пространства в зоне упаковки площадью 48 м². Аренда дополнительной площади — 180 000 ₽/мес. Хронометраж показал: чистое время упаковки — 2,4 минуты на заказ, фактическое — 4,2 минуты (1,8 минуты — хождение к весам, ожидание принтера, поиск скотча на столе).
Решение: заменили 10 обычных столов на 8 упаковочных верстаков размером 1 500×750 мм с высотой 900 мм. Оснащение каждого верстака: столешница из ламинированной фанеры 24 мм, диспенсер скотча на кронштейне, держатель рулона плёнки, индивидуальные настольные весы до 30 кг, индивидуальный принтер этикеток на кронштейне, сканер штрихкодов, LED-светильник 24 Вт (2 400 лм), нижняя полка для готовых заказов. Монитор WMS — на каждом втором верстаке (4 штуки): оператор видит задание на экране, не перебирая бумажные листы.
Результат через 6 недель:
- Выработка выросла с 900 до 1 190 заказов в смену — плюс 32%, план закрыт
- Операторов стало 8 вместо 10 — минус 2 ставки при большем объёме
- Время упаковки одного заказа — с 4,2 до 2,7 минуты, минус 36% за счёт устранения непроизводительных перемещений
- Ошибки маркировки — с 1,8% до 0,4%: индивидуальный принтер печатает этикетку сразу после сканирования, путаница между заказами исключена
- Площадь зоны упаковки не изменилась: 8 верстаков 1 500 мм заняли 44 м² (было 48 м² на 10 столов 1 200 мм)
Экономия: 2 ставки × 60 000 ₽ = 120 000 ₽/мес. Аренда дополнительной площади не потребовалась — ещё 180 000 ₽/мес. Инвестиции: 8 верстаков с оснащением — 240 000 ₽, 8 принтеров — 96 000 ₽, 8 комплектов весы+сканер — 64 000 ₽, 4 монитора — 28 000 ₽. Итого — 428 000 ₽. Окупаемость — 1,4 месяца на одних только сэкономленных ставках.
Побочный эффект, который не закладывали в расчёт: количество возвратов из-за повреждений при упаковке снизилось на 28%. На старых столах операторы упаковывали крупные заказы в неудобной позе — наклоняясь к столу высотой 750 мм. При этом они непроизвольно сжимали хрупкий товар, прижимая его к столешнице. На верстаках 900 мм оператор работает прямо, контролирует усилие и видит содержимое коробки без наклона. При среднем чеке возврата 1 800 ₽ и 1 190 заказах в смену снижение возвратов на 28% экономит дополнительно 45 000–55 000 ₽ в месяц.
FAQ: 5 вопросов про упаковочные верстаки
Какая нагрузка нужна для упаковочного верстака? 150–300 кг достаточно для 95% задач. Самый тяжёлый заказ на складе e-commerce редко превышает 25–30 кг. Нагрузка 500 кг нужна только при упаковке промышленных деталей, строительных комплектующих или оборудования массой 40–80 кг на единицу. Переплата за 500 кг вместо 300 кг — 20–30% стоимости верстака, и в 95% случаев эта нагрузка никогда не используется.
Столешница — фанера или ЛДСП? Фанера берёзовая 24 мм с лаковым покрытием в 3 слоя — прочнее, служит 4–6 лет при интенсивной эксплуатации. ЛДСП 25 мм дешевле на 30%, но покрытие изнашивается за 1,5–2 года в зоне контакта со скотчем и растворителями для этикеток (изопропанол разъедает ламинат). Для склада с 200+ заказами в день — фанера с полиуретановым лаком. Для склада с 50–100 заказами — ЛДСП с заменой каждые 2 года (дешевле в расчёте на год).
Нужен ли монитор WMS на каждом верстаке? При потоке до 30 заказов в час на оператора — необязательно, достаточно бумажного листа комплектации. При потоке свыше 30 заказов — да: монитор показывает следующий заказ, подсказывает типоразмер коробки и автоматически отправляет команду на печать этикетки после сканирования. Экономия — 8–12 секунд на заказ (не нужно искать строку в листе, не нужно сверять номера). На 400 заказах — 53–80 минут в смену.
Как организовать подвоз товара к верстакам? Два основных варианта. Первый — тележки с полками: оператор пикинга собирает 10–15 заказов на тележку и привозит к верстаку. Подходит для складов до 500 заказов в смену, стоимость — 8 000–15 000 ₽ за тележку. Второй — рольганг или ленточный конвейер: заказы приезжают автоматически от зоны комплектации. Подходит для 500+ заказов в смену, но требует инвестиций от 350 000 ₽ за линию длиной 10 метров и перепроектирования зоны.
Можно ли совместить упаковку и контроль ОТК на одном верстаке? Можно, но это замедляет оба процесса. Если проверка (вскрытие, визуальный контроль, сверка комплектности) занимает более 30 секунд на заказ, выделите отдельное контрольное место. Иначе упаковщик простаивает, пока проверяет, и теряет ритм. Компромисс: первые 400 мм столешницы — зона ОТК (сканирование, визуальный осмотр, сверка с экраном), оставшиеся 1 100 мм — зона упаковки.
1: ГОСТ 22269-76. Система стандартов безопасности труда. Рабочее место оператора. 2: ГОСТ 12.2.032-78. Рабочее место при выполнении работ сидя. 3: ГОСТ 12.2.033-78. Рабочее место при выполнении работ стоя.